

One electric two furnace type: This method is characterized by using one power source and two furnaces, one ofwhich is used for steelmaking,and the exhaust gas generated by it is introduced into another furnace containing scrapsteel for preheating, and then cycle operation . This not only solves the pollution problem caused by the preheatingbasket method, but also enables the preheated steel scrap to reach a high temperature above 1000 °C, and thepreheating effect is more efficient, in addition, this technology also omits the tapping, furnace repair and the first timeNon-energized time such as furnace installation, thereby improving productivity. The energy saving effect of this processis obvious: when the preheating rate of scrap steel is 60%, the electric energy saving is 35-40kwh/t steel; when thepreheating rate reaches 100%, the electric energy saving can reach 65kwh/t steel.
Shaft furnace method: The structural characteristics of the shaftfurnace method preheating process are: the water-cooled shaft furnace and the electric furnace cover are connected as a whole, and scrap steel is loaded inside, and thehigh temperature exhaust gas rising in the electric furnace hearth is used for preheating.In order to achieve the purposeof continuously preheating the scrap of each heat, hooks are installed at the lower part of the shaftfurnace to supportand control the falling scrap; the disadvantage is that in order not to affect the position of the furnace top electrode in thecenter of the furnace, the shaft can only be biased toward the electric furnace On one side , the scrap steel in the furnaceis heated unevenly and the melting is not synchronized.The energy saving effect of this technology is about 30kwh/tsteel.
④Preheating in the continuous conveying layer. This process is referred to as the NSCF process, which aims to solvethe problem of uneven preheating of scrap steel on the conveyor belt in the CONSTEEL process. Therefore, an exhaustgas outlet is installed at the lower part of the enclosed conveyor belt, so that the exhaust gas preheats the scrap from topto bottom, so that the temperature of the scrap at a distance of 600mm ~700mm from the surface of the conveyor belt isincreased from <100℃ to >400C; the energy saving effect can be achieved. 65kwh/t steel.

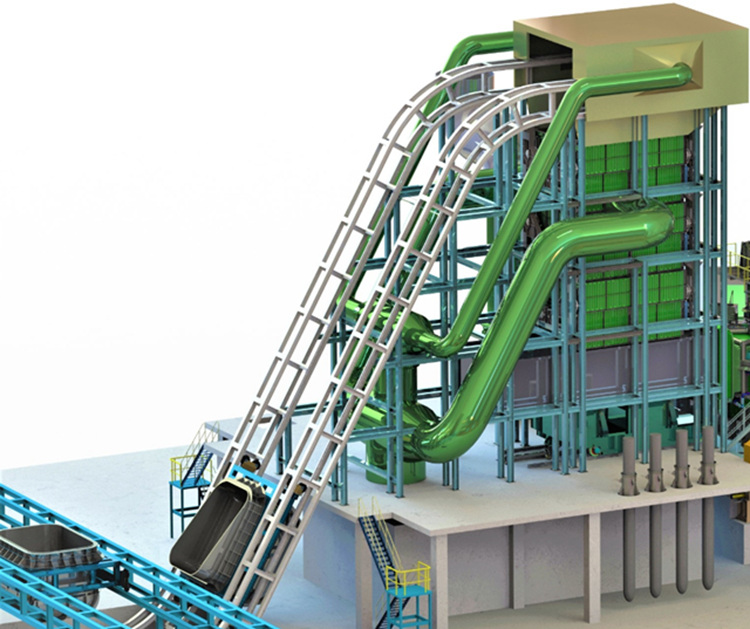
⑤Shaft furnace continuous installation: The structural feature of this process is that the top of the device such as thereceiving hopper, exhaust pipe, preheating tank and pusher are allocated on the upper part of the furnace center, thescrap steel is preheated by high temperature exhaust gas. The feeder is pushed to the center of the top of the electricfurnace and then falls into the furnace; its energy saving effect can reach 138kwh/t steel, which has attracted wideattention.
VILLE INDUSTRY CO.,LTD.
Contact:Green Hsu
Mobile: 008613867838839
Email: Green@cnville.com
Tel: 0086 574 27960025
0086 574 27960028
Head office Add: FL 6, NO.C12 BUILDING, LANE 299 GUANGHUA RD, NINGBO R&D PARK,NINGBO HI-TECH ZONE,CHINA, 315040
Manufacture Add:NO 172 DAQING ROAD SHIPU XIANGSHAN NINGBO ZHEJIANG CHINA



